



કસ્ટમાઇઝ્ડ વેલ્ડીંગ લાઇન્સ વ્હીલ હાઉસ આર્ક ન્યુમેટિક વેલ્ડીંગ ફિક્સ્ચર
વિડિયો
આવશ્યક વિગતો
| વેલ્ડીંગ પ્રકાર: | આર્ક વેલ્ડીંગ |
| સામગ્રી: | ધાતુ |
| વેલ્ડીંગ ફિક્સર: | 4 સેટ ગ્રિપર્સ: 2 સેટ |
| નિકાસ કરતી કાઉન્ટીઓ: | કેનેડા |
| વર્ષ: | 2020 |
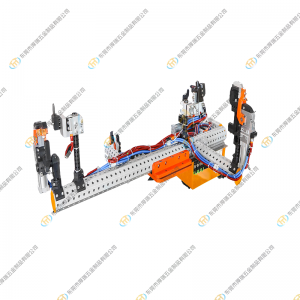
ઉત્પાદન ચિત્રો

પરિચય
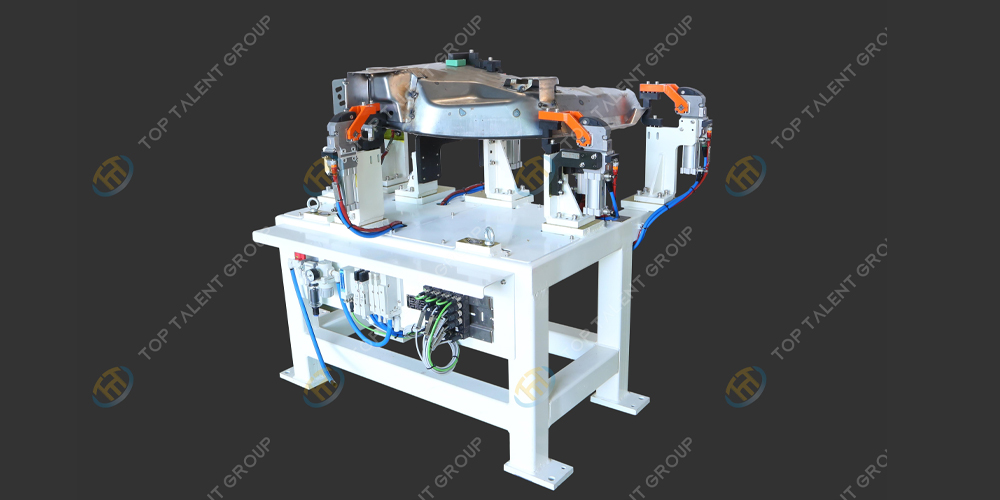
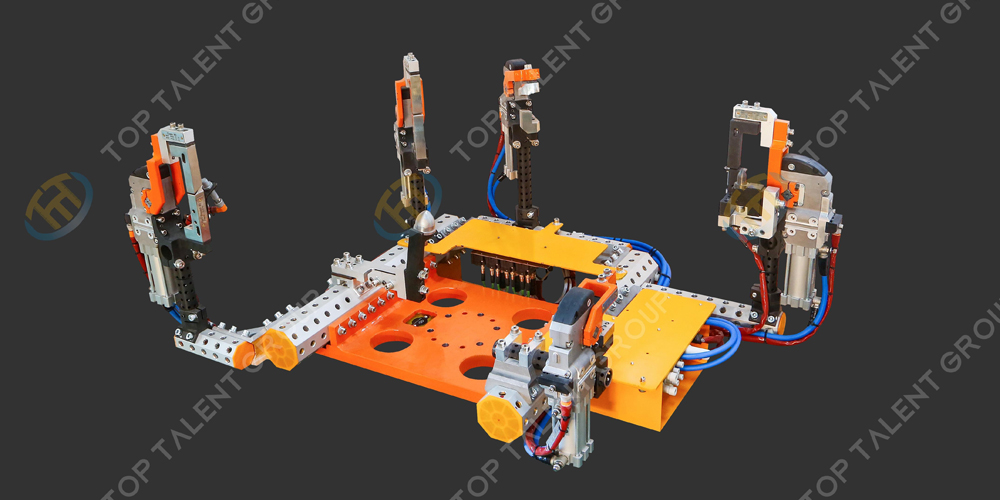
TTM દ્વારા ઉત્પાદિત વ્હીલ હાઉસ વેલ્ડીંગ ફિક્સ્ચર વ્હીલ કવરની સ્થિતિ અને કોણની ચોકસાઈની ખાતરી કરવા માટે યાંત્રિક ક્લેમ્પિંગ પદ્ધતિ અપનાવે છે.કાર્યક્ષમ અને સ્થિર વ્હીલ હાઉસ વેલ્ડીંગ કામગીરી હાંસલ કરવા માટે વેલ્ડીંગ રોબોટ્સ અને અન્ય સ્વચાલિત સાધનો સાથે જોડાણમાં તેનો ઉપયોગ કરી શકાય છે.તે જ સમયે, તે વેલ્ડીંગની ગુણવત્તાને પણ સુનિશ્ચિત કરી શકે છે અને વેલ્ડીંગ પ્રક્રિયા દરમિયાન વ્હીલ હાઉસિંગના વિરૂપતા અને ઓફસેટને ટાળી શકે છે, જેનાથી સમગ્ર કાર બોડીની ગુણવત્તા અને પ્રદર્શનમાં સુધારો થાય છે.
એક શબ્દમાં, વ્હીલ હાઉસ વેલ્ડીંગ ફિક્સ્ચર એ ઓટોમોબાઈલ ઉત્પાદન ઉદ્યોગમાં ખૂબ જ મહત્વપૂર્ણ ફિક્સ્ચર છે.તે બોડી વેલ્ડીંગની કાર્યક્ષમતા અને ગુણવત્તામાં સુધારો કરી શકે છે અને આધુનિક ઓટોમોબાઈલ ઉત્પાદન લાઇનમાં તે અનિવાર્ય મુખ્ય ઘટક છે.
અમારો કાર્યપ્રવાહ
1. ખરીદીનો ઓર્ડર મળ્યો----->2. ડિઝાઇન----->3. ડ્રોઇંગ/સોલ્યુશનની પુષ્ટિ કરવી----->4. સામગ્રી તૈયાર કરો----->5. CNC----->6. CMM----->6. એસેમ્બલિંગ----->7. CMM-> 8. નિરીક્ષણ----->9. (જો જરૂરી હોય તો ત્રીજા ભાગનું નિરીક્ષણ)----->10. (સાઇટ પર આંતરિક/ગ્રાહક)----->11. પેકિંગ (લાકડાનું બોક્સ)----->12. ડિલિવરી
ઉત્પાદન સહિષ્ણુતા
1. બેઝ પ્લેટની સપાટતા 0.05/1000
2. બેઝ પ્લેટની જાડાઈ ±0.05mm
3. લોકેશન ડેટમ ±0.02mm
4. સપાટી ±0.1mm
5. ચેકિંગ પિન અને છિદ્રો ±0.05mm







.png)
.png)